5 工艺流程及操作要点
5.1 工艺流程
5.1.1 风管制作工艺流程
施工准备→模具制作→涂敷成型→脱模养护→成品保护→产品检验
5.1.2 风管系统安装工艺流程
施工准备→支吊架制作→支吊架安装→风管排列法兰连接→风管安装
→部件安装→漏光及漏风检测→复核检验
5.2 风管制作工艺操作要点
5.2.1 施工准备
1 熟悉设计施工图,制作加工前必须到现场实测有关尺寸,并核对图纸中的相关内容后放样出各管段、管件的规格尺寸,对各规格型号风管及配件进行汇总记录,以便加工需要。
2 加工作业场地应通风良好、光线充足,并应避免阳光直射。操作平台、堆放成品及半成品的场地要求平整、干净,能够防雨雪、防阳光直射。
2 加工作业场地应通风良好、光线充足,并应避免阳光直射。操作平台、堆放成品及半成品的场地要求平整、干净,能够防雨雪、防阳光直射。
3 备足符合质量要求的轻烧镁粉、卤片、中碱玻璃纤维布和增加剂等材料,配备好施工机具。
5.2.2 模具制作
1 矩形风管模具一般采用木板、胶合板、方木等材料制作而成;圆形风管模具一般采用薄木板、薄钢板、钢管等材料制作而成。模具成型均使用内模,并且是可以拆卸的,以便于脱模。
2 矩形风管的内模外边尺寸等于矩形风管的内边尺寸,并且内模要考虑脱模。法兰模具上用直径5mm左右的突出物(如塑料毛钉或自攻螺栓)设置好法兰螺栓孔的位置标记,同种规格的螺栓孔位置纵横方向都应保持一致,具有可互换性,并保证法兰四个角处必须有一个螺栓孔。整体普通型玻镁风管模具制作示意如图5.2.2-1所示:
图5.2.2-1 整体普通型玻镁风管模具制作示意图
1) 风管配件制作:矩形风管的弯管、三通管件、异径管及乙字弯等配件制作要求应符合管件制作的相应规定。其内模制作方法如下:
2) 矩形风管弯管的制作,一般采用曲率半径为一个平面边长的内外同心弧形弯管。导流片在弯管内的配置应符合设计规定。当采用其他形式的弯管,平面边长大于500mm时,必须设置导流片。导流片的材质尽量采用风管本体材料,用模具制作成型。导流片也可以选用镀锌铁皮制作,但应做好材料防腐处理,其两端折成L型后与风管内壁连接,采用不锈钢或镀锌自攻螺丝进行固定。同时要求导流片的迎风侧边缘应圆滑,同一弯管内导流片的弧长应一致。当内外弧形矩形弯管R/a<0.5时,无设计规定时,可按表5.2.2及图5.2.2-2的规定执行。
表5.2.2 内外弧形矩形弯管导流叶片间距表
R/a
叶片数
X
X1
X2
X3
0.35~0.5
1
0.35a
0.65a
0.14~0.35
2
0.2a
0.3a
0.5a
0.067~0.14
3
0.1a
0.5a
0.25a
0.5a

图5.2.2-2 内外弧形矩形弯管导流片配置
3)三通管件制作一般采用展开图法:圆形三通按球面辅助线法求结合实线形,再用放射线法展开主管,用平行线法展开支管;裤衩三通,两支管展开时按立面图的投影线,用三角形法作展开图。
4)变径管制作:正心变径管由立面图两侧素线延长得到顶点,展开后用放射线法做出,正心变径管得到顶点用梯形法近似展开;偏心异径管可用放射线法或三角形法展开;矩形变径管和天圆地方用三角形法求实长而展开。
5)乙字弯制作:矩形来回弯和圆形乙字弯,它是由两个小于90°的弯头转向组成,其角度由偏心距h和乙字弯L的长度确定。如图5.2.2-3所示。
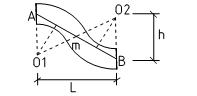
图5.2.2-3 乙字弯制作
4 圆形风管的内模制作,按设计要求的风管管径选用适当偏小直径的钢管,或用木方、胶合板和铁板制作成圆管。其外径应等于风管的内径,并且要求内表面光滑、便于脱模。
未完待续